Success Stories
Successful at our customers!
Take a look!
LOCATION IN CHINA SINCE 2007
Under the name Schnitzer Consulting Shanghai Co. Ltd. the first international location of the Schnitzer Group was founded ...
Read more
LOCATION IN CHINA SINCE 2007
LOCATION IN CHINA SINCE 2007
Success strategy Schnitzer Group: Intercultural teamwork and flexibility
Under the name Schnitzer Consulting Shanghai Co. Ltd. the first international location of the Schnitzer Group was founded by Peter Schnitzer in 2007. The company is centrally located in the German Center in Shanghai/ Pudong. In the past four years the success of the Schnitzer Group Shanghai is in the hands of CEO Andreas Kohler. The motivation to establish a company in China was due to the trend that in the future contracts were awarded exclusively to internationally operating suppliers. To remain competitive, the Schnitzer Group needed to expand globally. Shanghai was chosen due to its moderate climate and central location. The initial challenges were tough. The company had no network, no customers, no orders and little knowledge of doing business in China - only curiosity and willingness. Today, the company works closely with partners in Germany, the USA and China on joint customer projects. The challenge lies in the Chinese mindset, where European quality requirements may not be fully understood due to the incomprehensible cause-and-effect relationships of the quality management system.
10 years of Andreas Kohler
In 2012, Andreas Kohler started at the Kornwestheim location and in 2015, the young industrial engineer moved to China. He had the opportunity to familiarize himself with various technologies, companies, mentalities, cultures and work practices. This experience has been immensely helpful in continuously improving himself and the entire team. In recent years, the conditions have constantly changed due to Covid-19, the electrification of the powertrain and digitization. To be successful in this evolving environment, flexibility and openness are essential factors that are firmly embedded in the DNA of the Schnitzer Group. For the past four years, Mr. Kohler has been the CEO in Shanghai, leading a team of eight experienced project managers. Especially at his age, it is crucial to communicate honestly and clearly with the team and to lead by example by embodying the required attributes in daily operations. In an intercultural and multi-generational team environment, it is equally important to regularly engage with each team member and collaboratively develop individual solutions.
China and Germany are comprehensive strategic partners with significant influence and leading economies in the world. China is one of the most important markets, particularly for the German automotive industry. The rapidly growing Chinese middle class is expected to continue to fuel this trend. The challenge in the coming years will be to realign and qualify supply chains according to the "near-shoring" principle while maintaining control and ensuring consistent quality. In addition to traditional hardware components, this applies particularly to software and on-board applications, which are susceptible to local sanctions due to the data they collect and are under the scrutiny of authorities.

GAUGE MANAGEMENT
Gauges and inspection devices are in safe hands with Schnitzer Group quality experts...
Read more
GAUGE MANAGEMENT
GAUGE MANAGEMENT
Quality in Germany:
Expert knowledge in gauge management in high demand
Gauges and inspection devices are in safe hands with Schnitzer Group quality experts. They play a critical role as an interface between customers and their suppliers, ensuring that documentation, inspection devices, measuring gauges and inspection records are thoroughly reviewed in accordance with the specifications outlined in the project requirements. As a result, they are highly sought-after for their expertise in quality management. Additionally, our quality engineers are authorized to inspect these devices on behalf of our customers. With years of experience, the Q-team actively participates in customer workshops, contributing to the revision of project requirements for inspection and measuring devices. The team is also eager to share their knowledge with colleagues and will host an in-house "Gauges Workshop" in July, featuring Schnitzer Group experts Karl Dobelmann and Wilhelm Kellermann.

WHEN SPACE IS TIGHT...
as digitalization and functional integration in vehicles increase, the number of electronic components and wiring...
Read more
WHEN SPACE IS TIGHT...
WHEN SPACE IS TIGHT...
as digitalization and functional integration in vehicles increase, the number of electronic components and wiring also grows. Integrating these into existing cable channel concepts and installation spaces is becoming increasingly complex. This is especially true for cable grommets made of polyurethane foam, which often leave little room for maneuver. Manufacturing such wiring harnesses is a complex, manual and labor-intensive process. The key to success lies in stabilizing the accuracy of the position and dimension of the spot tapes that seal the foam tools against the wiring harness. Our tool and process specialist, Marius Schindler, made a significant contribution to improving PU encapsulation by conducting a technical on-site analysis. Seeing the big picture and being aware of how crucial input quality is to a process paves the way for success. The Schnitzer Group can provide diverse support in analyzing process chains and their influencing factors on output quality!

BATTERY
The Schnitzer Group has expanded its involvement in renewable energy and electric mobility projects...
Read more
BATTERY
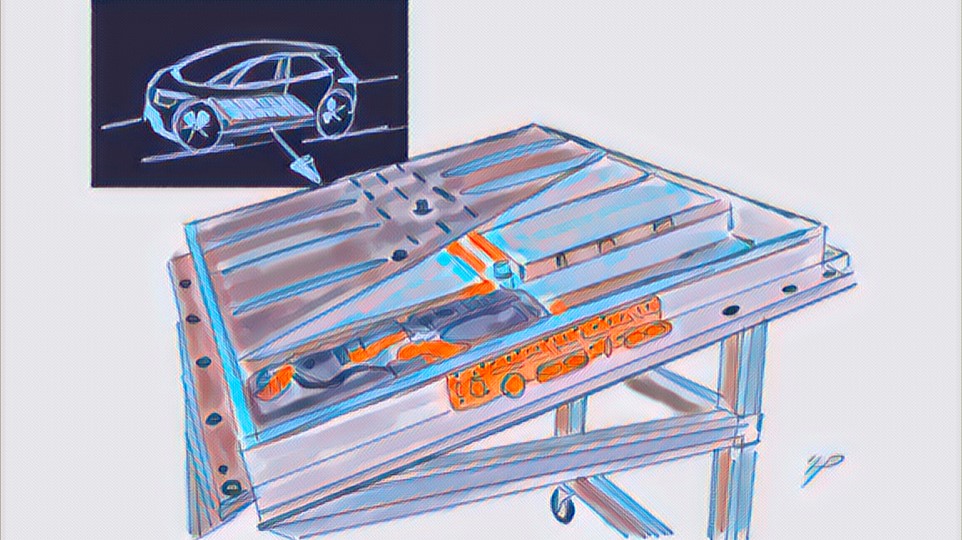
Cell to pack; cell to module; cell to chassis!
The Schnitzer Group has expanded its involvement in renewable energy and electric mobility projects in recent years, including a global battery project for a major German OEM in Asia. Initially, the fully automated production line struggled to meet the demanding dimensional specifications required for the assembly of a complex module. However, our international team, comprised of OEM, Tier 1 and Schnitzer Group SYSTEMIC engineers, worked together to evaluate each process, review measurement data and improve the line's capabilities. This resulted in critical changes and improvements that reduced the scrap rate and achieved compliance with dimensional tolerances, leading to a successful SOP.
Using the knowledge gained, we optimized and set up additional lines on site during the planning phase, resulting in a total of four fully automated lines that have successfully entered series production, with more lines in the start-up phase. As a decisive partner on site, we remain committed to meeting complex challenges and keeping our finger on the pulse of the industry. This is especially important given the imminent end of the combustion engine in 2035.
UPGRADER
When it comes to redesigning modern urban mobility, the approaches are diverse particularly in the transit area between public transport...
Read more
UPGRADER
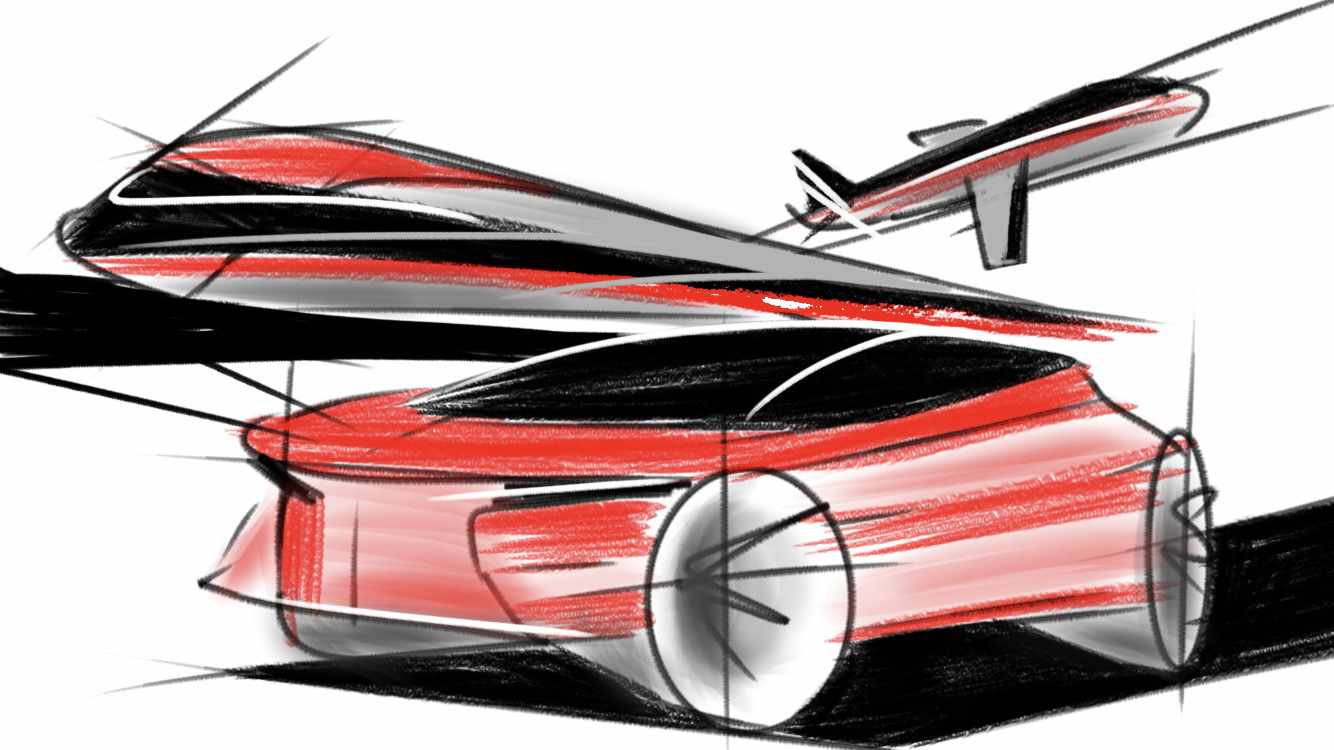
In the big city, the smallest is likely to win!
The Upgrader- eMobility made easy
When it comes to redesigning modern urban mobility, the approaches are diverse particularly in the transit area between public transport and home. In 2020, Stefan Mangold began developing a concept vehicle specially adapted for this purpose, called the "Upgrader" for an internal eMobility study at the Schnitzer Group.
With its lightweight construction from standardized semi-finished products, the Upgrader is a very energy-efficient e-trike, both in production and in driving. In the existing configuration for high ranges, it also offers our partners the opportunity as a stakeholder platform to further develop the technology with a focus on efficiency and safety.
The e-trike has a safe road handling and does not tend to zigzag when starting up or in slow-moving traffic, as is the case with two-wheelers (e-bikes or e-scooters), which can lead to accidents under certain circumstances. This makes the Upgrader ideal for higher loads and an aging society.
It is powered by human power and supported by an e-bike motor. Therefore, the study is considered a three-wheeled bike, or trike, in terms of traffic regulations. With its current weight of around 40 kg, it has a front and side panel for better visibility and aerodynamics which incorporates lighting through additive manufacturing. The lightweight chassis and wheel suspensions, made exclusively from aluminum profiles, require no special tooling. For the Schnitzer Group team, it is important to pragmatically try out new materials, technologies and processes, ideas and approaches. And that's exactly what the "Upgrader" concept vehicle is for. In early 2022, there were the initial test drives for everyday suitability. Since then, various adjustments have been made to technical features, design and, in particular, weight. Classic lightweight construction will continue to be important here. Since the same principle applies regardless of the mobility concept: less moving mass - less energy consumption.
In terms of carbon footprint, it´s possible that the smallest vehicle will come out on top in urban areas.
Motor: Bafang hybrid
Charging time: 2-3 hours
Drive: Rear-wheel drive
Range: 90km with 1km incline
Assist modes: 5-stage up to 25km/h
Transmission: 7-speed (manual)
Rated continuous power: 250W
Brakes: hydraulic
Battery charging: external
Tires: 26 inch
Battery capacity: 1.008Wh / 28Ah

OPTIMIZATION OF REAR TRIM
Optimization of the injection molding process for a rear trim at an Austrian automotive supplier ...
Read more
OPTIMIZATION OF REAR TRIM
Optimization of the injection molding process for a rear trim at an Austrian automotive supplier
Problem: audit still revealed visual irregularities on the surface of the rear trim
Cause: optimization potential of the injection molding process not yet fully exploited
Solution: generation of a stable and series-production-capable injection molding process with the approach of a 0-defect strategy
Procedure:
- Performance of filling studies and a DOE (design of experiment).
- Analysis of the existing injection molding process and evaluation of the defect characteristics for the rear trim
- Planning of the strategy and procedure for 0-defect components with the supplier
Measures for process optimization were derived from this:
- Improvement and mold deaeration tailored to the article requirements
- Optimization of the filling and closing times at the hot runner to achieve the best possible sequential filling
- Optimization of injection speeds
- Adjustment of melt temperatures
- Optimization of the holding pressure profile
Technical project management with a holistic approach is our focus. We want to offer customers effective added value. We achieve this with our SYSTEMIC Upgrade. In this project, the current q-status of the component with its deviations was technically analyzed, discussed and a targeted optimization strategy with the goal of "0-defect components" was developed using the practiced swarm intelligence and hands-on experience of the Schnitzer-colleagues Tutsch, Wörrlein, Rössler in Weissenburg. Gernot Tutsch, project manager, had the task of coordinating the strategy and approach with the customer and supplier. (One-Face-to-the-Customer Principle). In the background he had his two technology experts respectively for injection molding and tool technology. Over several steps, several appointments, also with the sub-supplier and in close coordination with their specialist departments, the process was optimized for the production of defect-free components. An important component here was the partnership-based cooperation with the experts and teams at the customer and sub-supplier. Process-accompanying evaluations of the component and process quality for the definition of the further procedure could be worked out constructively on site in the team. With professional communication to the customer and a targeted and differentiated flow of information to all stakeholders, project manager Tutsch succeeded in informing, motivating and keeping the project team together in the best possible way.
VIRTUAL PRODUCTION AUDIT
We are able to follow and check even complex processes in a highly technologized production from incoming goods to the finished ...
Read more
VIRTUAL PRODUCTION AUDIT
We are able to follow and check even complex processes in a highly technologized production from incoming goods to the finished component "step by step" by means of video live meetings. What was unthinkable just a short time ago has almost become the new normality in just a few months. The trend is moving in one direction - Industry 4.0! This is associated with the digitalization of processes, workflows and also communication channels for the joint exchange of information. Of course, automotive-compliant test and audit methods form the basis for a virtual process inspection. How to prepare this in detail and transfer it to the current situation is already actively lived by our colleague Patrick Heine in daily practice. In his current project, the manufacturing process of a rear spoiler drive unit is being examined from the delivered individual parts to the fully assembled, tested and finally shippable end product. In addition to manufacturing with a wide variety of components, pre-assemblies and the use of diverse materials, it is above all the requirements on the components that make this complex here. "Good preparation with an agenda, issues to be clarified from the ongoing project and the overarching audit program are the focus," says the ambitious project engineer. In this context, the virtual environment and the internet connection must be stable in terms of image and sound. With the technical features, this forms an important prerequisite, which otherwise massively disturbs. Also, the project team should really be available on the scheduled date. What, when and above all how will be filmed? Then there is the question of whether proactive explanations will be given on site and how flexible are the employees? What, when and above all how will be filmed? Then there is the question of whether proactive explanations will be given on site and how flexible are the employees? The feeling and transparency of a live on-site visit must be achieved online. This is how a virtual production and process approval can also become a success.” In this project assignment, colleague Heine examined the topic of production capability from the supplier side. Very often we are also booked by the customer (OEM) for this task. No matter from which point of view, we accompany initiatively on highest IT standard, neutral and with high technical competence.
RELOCATION MANAGEMENT
A new supplier appears to be highly promising for an extensive development project and everything they offer is appealing. This makes ...
Read more
RELOCATION MANAGEMENT
A new supplier appears to be highly promising for an extensive development project and everything they offer is appealing. This makes the purchasing decision a no-brainer. The development process makes rapid progress at first. Technical and design modifications are implemented by the supplier without resistance. However, during the industrialization of the project, the situation starts to look a little different. The supplier specializes in small serial productions and has neither the experience nor the resources to handle a large serial production project. The problems are multilayered and complex. Ultimately, the relocation of the project to a new supplier was the only path to secure the start of production of the vehicle. Schnitzer Group was heavily involved in the task force, both on the organizational side and the technical side.